Redman is a consolidated company with more than a decade of proven industry experience.
Products by REDMAN
EQUIPMENT BUILT TOTHE HIGHEST QUALITY
Various Features: Gravity discharge systems, interior coating, flow meters, retractable axles, PSI systems, Silco anti-rollover technology, etc.Manufacturing Advantages: Trailers manufactured with high-strength materials, designed for faster unloading thanks to their geometric design. Lightweight equipment that fully complies with Mexican Official Manufacturing Standards as well as export requirements such as DOT regulations. 100% Original Spare Parts
Applications & Uses
Fuels
Lubricants
Chemical Sludge
Acids
Sulfur
Cement
Quicklime
Hydrated Lime
Ammonium Nitrate
Sulfate
Petroleum Coke (Pet Coke)
Flours
PET (Polyethylene Terephthalate)
Barite
Silica Sand
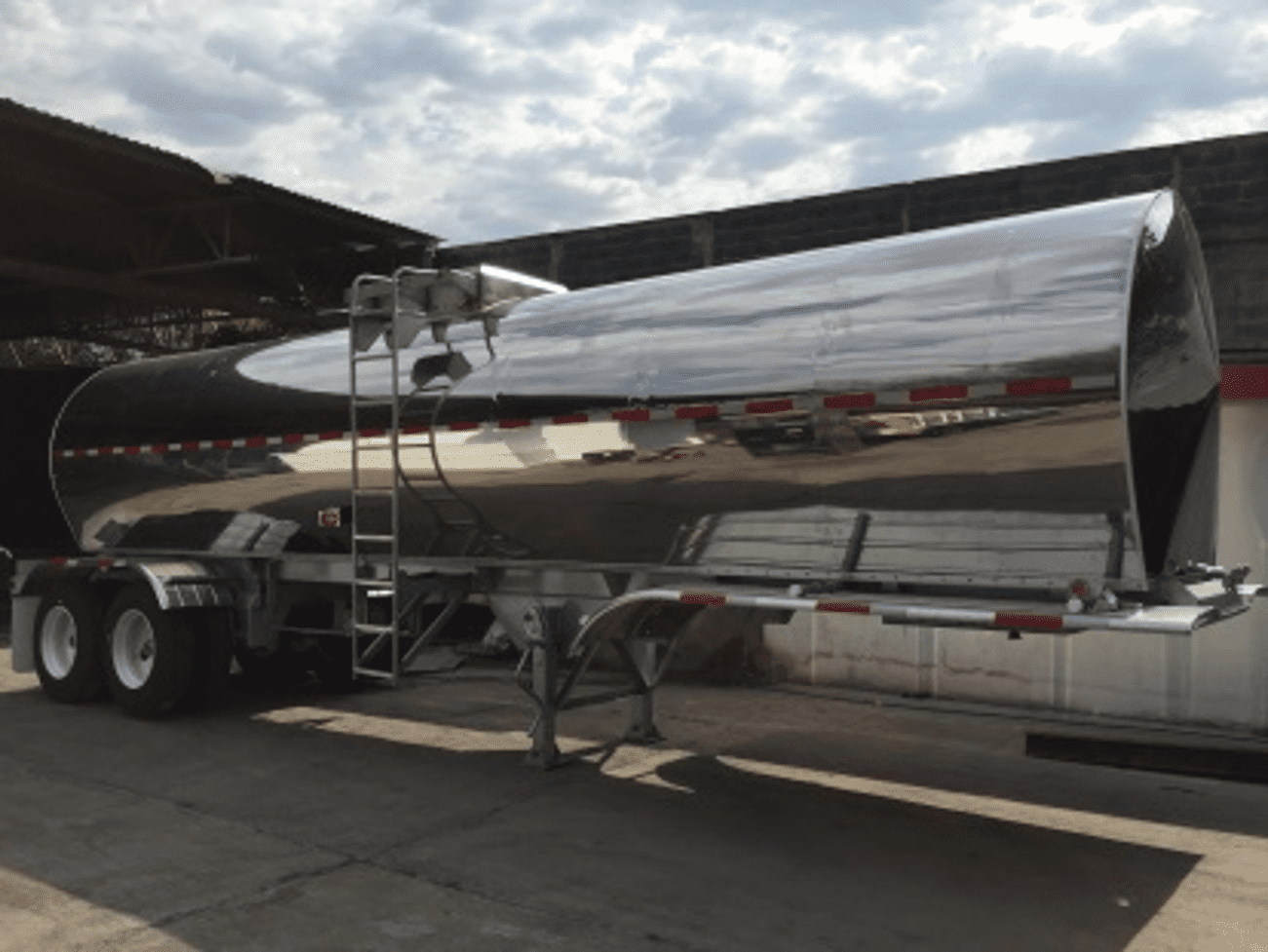
Stainless Steel Cylindrical Tank
(Available in elliptical trailer)
Capacities: 10,000 to 44,000 liters Applications: Designed for transporting refined products such as gasoline, jet fuel, diesel, acids, vegetable oils, solvents, fertilizers, crude oil, brewer’s yeast, fats, and more.
Carbon Steel Cylindrical Tank
(Available in elliptical trailer)
Capacities: 20,000 to 44,000 liters Applications: Designed for transporting petroleum derivatives such as gasoline, diesel, fuel oil, alternative fuels, solvents, acids, lubricants, molasses, and more.
Carbon Steel Pneumatic Hopper
Capacity:25 to 60 cubic meters Applications: Designed for transporting bulk materials such as cement, silica sand, PET, barite, flours, hydrated lime, sulfate, ash, and more.
Tank on Chassis
(Available in stainless steel)
Capacities: 10,000 and 20,000 litersApplications: Commonly used for the transportation and distribution of refined products as a delivery unit.
Thermal Cylindrical Tank
(Available in carbon steel and stainless steel for food-grade applications) Capacities: 20,000 to 34,000 liters Applications: Designed for transporting sulfur, dairy products, fuel oil, oils, and various emulsions, among others.
Septic Tank
Capacity:22 to 30 cubic metersApplications: Designed for industrial water, fats/grease, and the extraction of waste from septic pits, among other uses.
Pressure & Vacuum Tank
Capacity: 22 to 30 cubic metersApplications: Designed for transporting chemical sludge, crude oil, oils, and more.
Dump Gondola
(Available in stainless steel)Capacity:30 cubic metersApplications: Used for transporting products, stone, sand, petroleum coke (pet coke), and more.
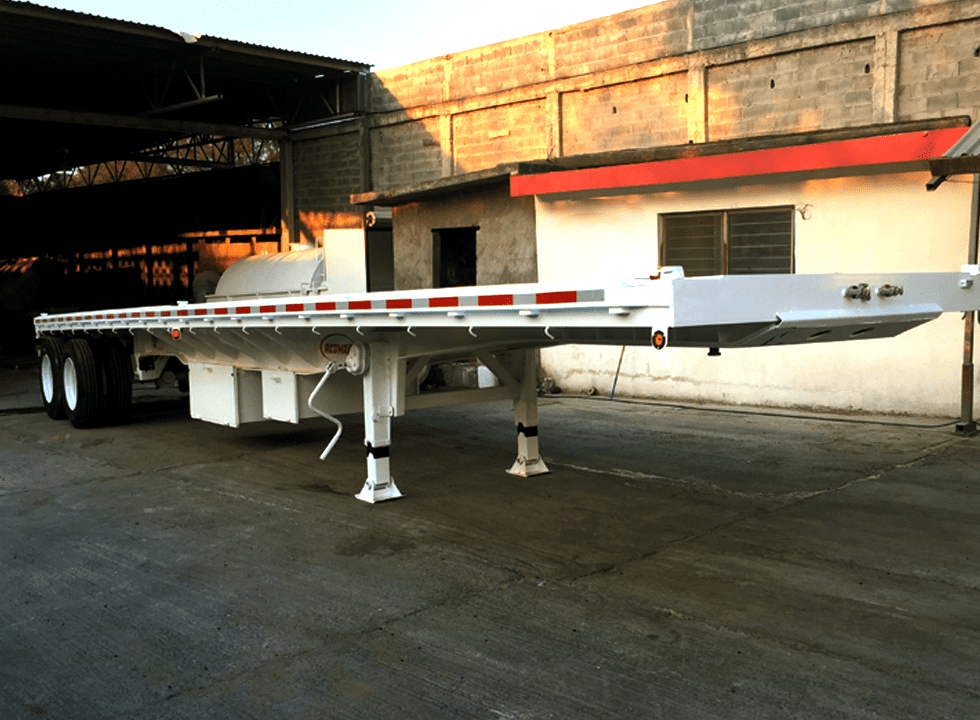
Container Chassis Platform
(Available in 20’, 40’, and 53’ ft.) Capacity: 22 to 30 tonsApplications: Designed for the transportation of containers, ISO tanks, and special containers such as compressed gas boxes.
OUR ADVANTAGES
5 / 5 ⭐⭐⭐⭐⭐
We hold the most prestigious certifications for manufacturing and safety compliance, meeting the highest standards in quality for every unit built under the REDMAN name.
We're at the forefront of equipment technology, working with the top suppliers and high-tech brands. That's why we can confidently state:
ALL OUR UNITS ARE BUILT TO THE HIGHEST STANDARDS.
WE SPECIALIZE
IN TANK MANUFACTURING – SAFETY, TRUST & QUALITY
AtREDMAN we manufacture cylindrical, straight-elliptical, and transitional tanks using only top-quality componentsto ensure durability and compliance.
Redman is a consolidated company with more than a decade of proven industry experience.
Products by REDMAN
EQUIPMENT BUILT TOTHE HIGHEST QUALITY
Various Features: Gravity discharge systems, interior coating, flow meters, retractable axles, PSI systems, Silco anti-rollover technology, etc.Manufacturing Advantages: Trailers manufactured with high-strength materials, designed for faster unloading thanks to their geometric design. Lightweight equipment that fully complies with Mexican Official Manufacturing Standards as well as export requirements such as DOT regulations. 100% Original Spare Parts
Applications & Uses
Fuels
Lubricants
Chemical Sludge
Acids
Sulfur
Cement
Quicklime
Hydrated Lime
Ammonium Nitrate
Sulfate
Petroleum Coke (Pet Coke)
Flours
PET (Polyethylene Terephthalate)
Barite
Silica Sand
Stainless Steel Cylindrical Tank
(Available in elliptical trailer)
Capacities: 10,000 to 44,000 liters Applications: Designed for transporting refined products such as gasoline, jet fuel, diesel, acids, vegetable oils, solvents, fertilizers, crude oil, brewer’s yeast, fats, and more.
Carbon Steel Cylindrical Tank
(Available in elliptical trailer)
Capacities: 20,000 to 44,000 liters Applications: Designed for transporting petroleum derivatives such as gasoline, diesel, fuel oil, alternative fuels, solvents, acids, lubricants, molasses, and more.
Carbon Steel Pneumatic Hopper
Capacity:25 to 60 cubic meters Applications: Designed for transporting bulk materials such as cement, silica sand, PET, barite, flours, hydrated lime, sulfate, ash, and more.
Tank on Chassis
(Available in stainless steel)
Capacities: 10,000 and 20,000 litersApplications: Commonly used for the transportation and distribution of refined products as a delivery unit.
Thermal Cylindrical Tank
(Available in carbon steel and stainless steel for food-grade applications) Capacities: 20,000 to 34,000 liters Applications: Designed for transporting sulfur, dairy products, fuel oil, oils, and various emulsions, among others.
Septic Tank
Capacity:22 to 30 cubic metersApplications: Designed for industrial water, fats/grease, and the extraction of waste from septic pits, among other uses.
Pressure & Vacuum Tank
Capacity: 22 to 30 cubic metersApplications: Designed for transporting chemical sludge, crude oil, oils, and more.
Dump Gondola
(Available in stainless steel)Capacity:30 cubic metersApplications: Used for transporting products, stone, sand, petroleum coke (pet coke), and more.
Container Chassis Platform
(Available in 20’, 40’, and 53’ ft.) Capacity: 22 to 30 tonsApplications: Designed for the transportation of containers, ISO tanks, and special containers such as compressed gas boxes.
OUR ADVANTAGES
5 / 5 ⭐⭐⭐⭐⭐
We hold the most prestigious certifications for manufacturing and safety compliance, meeting the highest standards in quality for every unit built under the REDMAN name.
We're at the forefront of equipment technology, working with the top suppliers and high-tech brands. That's why we can confidently state:
ALL OUR UNITS ARE BUILT TO THE HIGHEST STANDARDS.